鋼筋冷擠壓套筒
- 詢價熱線:18632802355

專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
訂購電話:18632802355
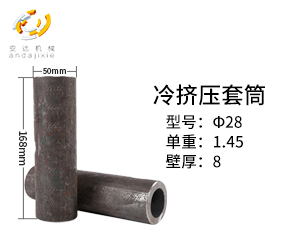
鋼筋冷擠壓連接套筒擠壓連接方法是將需要的連接的鋼筋(應為帶助鋼筋)端部插入特制的鋼套簡內,利用擠壓機壓縮鋼套筒,使它產生塑性變形,靠變形后的鋼套筒與帶肋鋼筋的機械咬合緊固力來實現鋼筋的連接。這種連接方法一般用于直徑為16~40mm的11級,11級鋼筋(包括余熱處理鋼筋)。有關按徑向作套簡擠壓連接的方法應符合《帶肋鋼筋套簡擠壓連接技術規格》(JG 108-96)的要求。

鋼筋冷擠壓連接套筒根據性能等級分A級和B級二級;不同直徑的帶肋鋼筋亦可采用擠壓連接法,當套筒兩端外徑和壁厚相等時,被連接鋼筋的直徑相差不應大于5mm。
鋼筋冷擠壓連接套筒規格φ16mm、φ18mm、φ20mm、φ22mm、φ25mm、φ28mm、φ32mm、φ36mm、φ40mm為常規格款式,我廠可以提供以上各種規格,以及鋼筋冷擠壓機。
鋼筋冷擠壓連接套筒施工工藝如下:
1)檢查鋼筋套筒、鋼筋、擠壓設備、電源等必須符合施工要求。
2)在鋼筋被連接端100 mm處用紅油漆做標記。
3)在紅色油漆標記端作定位標記,定位標記距鋼筋端部的距離為鋼套筒長度的1/2。按定位標記檢查鋼筋插入套筒內的深度。
4)將鋼筋伸入套筒,用額定工作壓力為80 MPa、額定擠壓力為760 kN的擠壓機擠壓連接套筒。擠壓前應委托具有資質的單位對油表進行壓力標定。
5)操作擠壓機時,擠壓φ25連接鋼筋的壓力控制在40 MPa,壓痕 小直徑為37 mm~39 mm,壓痕尺寸均不小于50 mm,按要求每邊壓痕5道。壓痕應均勻分布。在擠壓 后一道時,由于拘束減小,則壓力應控制在較其他壓痕道次的壓力小2 MPa~4 MPa,防止 后一道的 小壓痕直徑變小或超出下限。
6)鋼筋套筒冷擠壓完成后,派專人進行質量檢查,達到報檢條件時委托具有檢測資質的單位進行現場隨機抽樣檢測。
我公司堅持"質量為先,為客戶負責"的原則,原材選用大型鋼廠生產的45#碳鋼,精軋管材料一律要求退火,嚴格生產工藝,生產的鋼筋連接套筒質量達到了JG/T163-2013《鋼筋機械連接用套筒》中Ⅰ級接頭的規定。不會出現套筒產品重擊下豎向裂開和拉伸實驗中炸裂的缺陷。在同類產品中處于行業專業水平。產品廣泛應用于工業與民用建筑、水利、電力、遂道、橋梁等各種混凝土結構。

鋼筋直螺紋滾絲機是由機架、夾緊機構、進給拖板、減速機及滾絲頭、冷卻系統、電器系統組成。它是利用三個空心滾絲輪對鋼筋進行滾軋直螺紋,從而達到鋼筋直螺紋成型的質量要求。使帶肋鋼筋直螺紋連接接頭達到JGJI07-2003《鋼筋機械連接通用技術規程》要求的A級連接標準要求。滾絲機再加GB1499-1998《鋼筋混凝土用熱軋帶肋…
針對鋼筋滾絲機有一定的一定掌握的人,毫無疑問了解機器設備應當在應用的全過程中或是是應用進行后對它進行一定的維護保養工作中,那樣才可以確保它的作用平穩的充分發揮,而且可以保持長期的運用。那麼人們應當如何對它進行維護保養呢?下邊安達滾絲機生產廠家來為大伙兒解讀一下在其中專業知識。怎樣維護保養鋼筋滾絲機…
鋼筋套絲機作業者每個班必不可少查驗、清理數控車床,搞好以往維護保養維護保養工作,做到整齊、清理、潤化、安全性。㈠堅持不懈數控車床表層整齊、清理、無黃袍、油污、生銹。堅持不懈數控車床零部件及附注完美無缺、我是。㈡堅持不懈數控車床工作場地、踏腳板清理、整齊。堅持不懈各滑軌面及拖動面清理、潤化;查驗各滑…
鋼筋直螺紋套筒質量要求1、外觀質量:螺紋牙型應飽滿,連接套筒表面不得有裂紋,表面及內螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。套內無鐵屑及雜物,連接套表面應有明顯的規格標識。2、內螺紋尺寸的檢驗:用專用的螺紋塞規檢驗,其塞通規應能順利旋入,塞止規旋入長度不得超過3P。鋼筋直螺紋套筒檢驗方法1、連接套筒…